摘要:結合工程施工實際,分析了《聚乙烯燃氣管道工程技術規(guī)程》CJJ 63—2008中存在的問題,提出了看法和建議。
關鍵詞:聚乙烯燃氣管道;規(guī)范;焊接
Issues and Suggestions Concerning Technical Specification for Polyethylene Fuel Gas Pipeline Engineering
LIU Xin-ling,HAN Xia,HE Shi,JIA Qiang
Abstract:Issues existing in Technical Specification for Polyethylene Fuel Gas Pipeline Engineering(CJJ 63—2008)are analyzed with actual applications,and views and suggestions are offered.
Key words:polyethylene gas pipeline;code;welding
1 概述
聚乙烯(PE)燃氣管道具有如下優(yōu)勢:使用壽命長,理想壽命可達50年;具有非常優(yōu)異的化學穩(wěn)定性,耐腐蝕性能強;柔韌性好,能適應較大的管基不均勻沉降,具有優(yōu)良的抗震性能;重量輕,連接方便,有利施工;摩阻低,運行能耗低。這些優(yōu)勢的存在,使得聚乙烯燃氣管道得到了廣泛應用[1~7]。為保證聚乙烯燃氣管道的制造及工程施工質量,國家相繼頒布或修訂更新了相應的規(guī)范標準,如GB 15558.1—2003(燃氣用埋地聚乙烯(PE)管道系統(tǒng) 第1部分:管材》、GB 15558.2—2005《燃氣用埋地聚乙烯(PE)管道系統(tǒng) 第2部分:管件》、TSG D2002—2006《聚乙烯燃氣管道焊接技朱規(guī)則》(以下簡稱《規(guī)則》)[8]。原建設部科技發(fā)展促進中心主編的CJJ 63—2008《聚乙烯燃氣管道工程技術規(guī)程》(以下簡稱《規(guī)程》)[9]已于2008年8月1日正式實施,它代替了原來的CJJ 63—95。該規(guī)程匯集了當今國內外先進的聚乙烯燃氣管道工程技術成果,對施工過程的技術要求更加明確,對今后聚乙烯燃氣管道工程的質量控制將起到重要的指導作用。
通過對《規(guī)程》的研讀,結合具體的聚乙烯燃氣管道工程實踐與分析,筆者認為《規(guī)程》中的某些條款還不夠嚴謹、不夠全面,具體執(zhí)行過程中易產生模糊認識,現將其摘出,與燃氣同行共同探討。
2 《規(guī)程》中存在的問題及分析
① “表4.3.2-1 聚乙烯管道和鋼骨架聚乙烯復合管道與熱力管道之間的水平凈距”有誤:“低壓”欄沒有數值,“次高壓B”欄則出現了2組數值。
② 關于對管道連接接頭質量宏觀(外觀)檢查問題?!兑?guī)程》第5.1.9條規(guī)定,“管道連接結束后,應按本規(guī)程第5.2~5.5節(jié)中的有關規(guī)定進行接頭質量檢查。不合格者必須返工,返工后重新進行接頭質量檢查。當對焊接質量檢查有爭議時,應按表5.1.9-1、表5.1.9-2、表5.1.9-3規(guī)定進行評定檢驗。”
筆者認為,《規(guī)程》中5.2~5.5節(jié)中對接頭質量的宏觀(外觀)檢查要求不明確,表5.1.9-1、5.1.9-2、5.1.9-3這3個表的內容有缺陷,并不全面。
《規(guī)程》表5.1.9-1、5.1.9-2、5.1.9-3是由《規(guī)則》附件A中的“表A-3 熱熔對接焊工藝評定試件檢驗與試驗要求”、“表A-4 電熔承插焊接工藝評定檢驗與試驗要求”及“表A-5 電熔鞍形焊接工藝評定檢驗與試驗要求”演化而來。而《規(guī)則》附件A中的表A-3、A-4、A-5均要求對焊件進行宏觀(外觀)檢驗,并有詳細的要求(見《規(guī)則》附件G),如《規(guī)則》“附件G聚乙烯焊接檢驗與試驗”中“G1 熱熔對接焊的非破壞性檢驗”的宏觀(外觀)檢查時對其“幾何形狀”的要求為:“卷邊應沿整個外圓周平滑對稱,尺寸均勻、飽滿、圓潤。翻邊不得有切口或者缺口狀缺陷,不得有明顯的海綿狀浮渣出現,無明顯的氣孔。”對卷邊切除檢查的宏觀(外觀)要求為:“使用外卷邊切除刀切除卷邊,卷邊應當是實心圓滑的,根部較寬。卷邊底面不得有污染、孔洞等。若發(fā)現雜質、小孔、偏轉或者損壞時,則判定為不合格。”另外,《規(guī)則》中對電熔承插連接、電熔鞍形連接的宏觀(外觀)檢查要求也比較明確。而《規(guī)程》中則沒有上述宏觀(外觀)檢查內容的具體技術要求。工程實際檢查時,宏觀(外觀)檢查是首先要進行的,應予以明確。
③ 關于熱熔對接連接接頭質量檢驗問題?!兑?guī)程》第5.2.4條規(guī)定,“熱熔對接連接接頭質量檢驗應符合下列規(guī)定:a.連接完成后,應對接頭進行100%的翻邊對稱性、接頭對正性檢驗和不少于10%的翻邊切除檢驗。b.翻邊對稱性檢驗。接頭應具有沿管材整個圓周平滑對稱的翻邊,翻邊最低處的深度不應低于管材表面。c.接頭對正性檢驗。焊縫兩側緊鄰翻邊的外圓周的任何一處錯邊量不應超過管材壁厚的10%。d.翻邊切除檢驗。……每隔50mm進行180°的背彎試驗,不應有開裂、裂縫,接縫處不得露出熔合線。e.當抽樣檢驗的焊縫全部合格時,則此次抽樣所代表的該批焊縫應認為全部合格。”
第1款中,“連接完成后,應對接頭進行100%的翻邊對稱性、接頭對正性檢驗和不少于10%的翻邊切除檢驗。”其中,對接頭對正性檢驗的比例表述不準確,從語法邏輯上看,可以認為對接頭對正性檢驗沒有比例要求,使得在執(zhí)行時對檢驗比例易產生模糊認識,而實際操作過程中是有比例要求的。
第2款中“翻邊最低處的深度不應低于管材表面”,語言表述不準確,且此款與第4款(翻邊切除檢驗)中的背彎試驗的技術要求矛盾。因為當該深度與管材表面齊平時,如果進行180°的背彎試驗,則翻邊將產生開裂、裂縫。
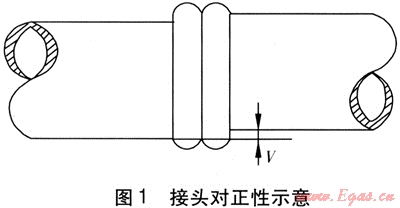
第3款“圖5.2.4-2接頭對正性示意”中,尺寸B(卷邊寬度)與此款表達的“接頭對正性檢驗”要求沒有關系,屬多余尺寸。
第4款中“每隔50mm進行180°的背彎試驗”。技術上不嚴謹,因為這樣做不能完全保證整條翻邊的質量合格。另外,“圖5.2.4-5 翻邊背彎試驗示意”表示不準確,從圖中可以看出此時的翻邊中間是開裂的,并不完整,圖形與表述內容不一致。
第5款對焊縫的抽檢表述不明確,易產生模糊認識。這只是針對“接頭翻邊切除檢驗”而言,是第4款的繼續(xù),而實際上抽檢應是針對每個焊工的焊縫隨機進行的。
④ 關于“圖5.2.2熱熔對接焊接工藝”的名稱問題?!兑?guī)程》第5.2.2條“熱熔對接連接的焊接工藝應符合圖5.2.2的規(guī)定,……。”圖5.2.2的名稱為“熱熔對接焊接工藝”。
筆者認為,此圖名稱叫法不妥。因為從此圖表達的內容看,實際上它表達了熱熔對接焊接過程中相關的焊接壓力與焊接時間的對應關系,即工藝過程對應關系,焊接過程中應遵循二者的對應關系。
⑤ 相關工程竣工資料問題?!兑?guī)程》第7.5.2條“工程竣工資料中還應包括以下檢驗合格記錄:a.翻邊切除檢查記錄。b.示蹤線(帶)導電性檢查記錄。”
依據聚乙烯燃氣管道焊接的特殊性和《規(guī)程》中的相關檢查檢驗項目,此條“檢驗合格記錄”中缺少了“熱熔對接連接接頭翻邊對稱性檢驗記錄”和“熱熔對接連接接頭對正性檢驗記錄”。這兩項記錄十分重要。
⑥ 關于鋼骨架聚乙烯復合管道的焊接技術要求問題?!兑?guī)程》在“總則”中提到本規(guī)程適用于“鋼骨架聚乙烯復合管道工程的設計、施工及驗收”。但以后的條文中對該種管道的設計及施工技術要求提及甚少。鋼骨架聚乙烯復合管包括鋼絲網(焊接)骨架聚乙烯復合管、鋼絲網(纏繞)骨架聚乙烯復合管、孔網鋼帶聚乙烯復合管3類。現行的標準有CJ/T 125—2000《燃氣用鋼骨架聚乙烯塑料復合管》[10]、CJ/T 126—2000《燃氣用鋼骨架聚乙烯塑料復合管件》[11]、CJ/T 182—2003《燃氣用埋地孔網鋼帶聚乙烯復合管》[12]、CJ/T 189—2007《鋼絲網骨架塑料(聚乙烯)復合管材及管件》[13],對于管材與管材、管材與管件之間的焊接還沒有統(tǒng)一的技術規(guī)程。工程實施過程中,純聚乙烯管材、管件連接時采用熱熔對接連接和電熔連接(電熔承插連接、電熔鞍形連接)。由于鋼骨架聚乙烯復合管中加入了鋼骨架,壁厚更薄,焊接時應采用電熔承插連接或法蘭連接,對管道切口端面應先進行封焊,以防鋼骨架的腐蝕;由于鋼骨架聚乙烯復合管結構的復雜性,目前還不能有效進行鞍形連接,對于帶氣開口,也有待進一步研究開發(fā)。這些是《規(guī)程》需要充實的地方。
3 相關建議
① 對聚乙烯燃氣管道和鋼骨架聚乙烯燃氣復合管道與熱力管道之間的水平凈距進行調整,見表1。
表1 聚乙烯燃氣管道和鋼骨架聚乙烯燃氣復合管道與熱力管道之間的水平凈距 m
|
熱力管道
|
地下燃氣管道壓力級別
|
||||
|
低壓
|
中壓B
|
中壓A
|
次高壓B
|
||
|
直埋
|
熱水
|
1.0
|
1.0
|
1.0
|
1.5
|
|
蒸汽
|
2.0
|
2.0
|
2.0
|
3.0
|
|
|
管溝敷設(至外壁)
|
1.0
|
1.5
|
1.5
|
2.0
|
|
② 在“5.2熱熔連接”一章中增加對熱熔對接連接接頭質量宏觀(外觀)檢查的內容。參照《規(guī)則》相關規(guī)定,可新增“5.2.4熱熔對接連接接頭質量宏觀(外觀)檢查應符合下列規(guī)定:卷邊應沿整個外圓周平滑對稱,尺寸均勻、飽滿、圓潤。翻邊不得有切口或缺口狀缺陷,不得有明顯的海綿狀浮渣,且同時滿足翻邊對稱性檢驗和接頭對正性檢驗的要求。”而原5.2.4條順次改為5.2.5條。
③ 對原5.2.4條的修改
a.原5.2.4條第1款改為“連接完成后,應對接頭進行100%的翻邊對稱性檢驗、100%接頭對正性檢驗和不少于10%的翻邊切除檢驗”。
b.對圖5.2.4-2進行修正,刪去尺寸B,見圖1。
c. 將“圖5.2.4-5 翻邊背彎試驗示意”的名稱改為“翻邊背彎試驗開裂示意圖”。
d. 將第4款中的第3分款改為:“應對翻邊連續(xù)進行180°的背彎開裂試驗(見圖5.2.4-5),不應有開裂、裂縫,接縫處不得露出熔合線。”
e. 將第5款改為“翻邊切除檢驗應隨機進行,盡量每個焊工、每種管徑的翻邊的焊縫都能抽檢到。當抽樣檢驗的焊縫全部合格時,則認為此次抽樣所代表的該批焊縫全部合格……”(省略的內容同原條款內容)
④ 將原“圖5.2.2熱熔對接焊接工藝”的名稱改為“圖5.2.2熱熔對接焊工藝過程焊接壓力與焊接時間的關系”。
⑤ 第7.5.2條“工程竣工資料”中應增加如下記錄:熱熔對接連接接頭翻邊對稱性檢驗記錄、熱熔對接連接接頭對正性檢驗記錄。
⑥ 盡快增加、完善較詳細的鋼骨架聚乙烯復合管的焊接工藝技術要求,以利指導工程實踐。
4 結語
《規(guī)程》將對聚乙烯燃氣管道的焊接技術、施工質量起到積極的推動作用。為進一步提高《規(guī)程》的技術嚴謹性和實際可操作性,筆者針對《規(guī)程》中的相關問題進行了較深入的分析,提出了新的看法和建議,以期提高聚乙烯燃氣管道工程的焊接技術和施工水平。
參考文獻:
[1] 徐潔,丁尚龍.聚乙烯燃氣管道施工應注意的問題[J].煤氣與熱力,2002,22(2):184-185.
[2] 張坤,呂淑華.PE管在城市燃氣管網改造的應用[J].煤氣與熱力,2005,25(7):56-58.
[3] 吳祚平,譚邦才,陳樹幫.PE燃氣管道突發(fā)泄漏的搶修及應對措施[J].煤氣與熱力,2007,27(4):10-12
[4] 柳華.PE管穿插法修復城市燃氣管道的探討[J].煤氣與熱力,2007,27(6):1-4.
[5] 李長纓.城鎮(zhèn)燃氣聚乙烯管應用中相關問題研究[J].煤氣與熱力,2008,28(2):1342-1347.
[6] 馬長城,李長纓.城鎮(zhèn)燃氣聚乙烯(PE)輸配系統(tǒng)[M].北京:中國建筑工業(yè)出版社,2006.
[7] 張燕.壓力管道設計安裝若干問題探討[J].煤氣與熱力,2009,29(1):B12-B15.
[8] TSG D2002—2006,燃氣用聚乙烯管道焊接技術規(guī)則[S].
[9] CJJ 63—2008,聚乙烯燃氣管道工程技術規(guī)程[S].
[10] CJ/T 125—2000,燃氣用鋼骨架聚乙烯塑料復合管[S].
[11] CJ/T 126—2000,燃氣用鋼骨架聚乙烯塑料復合管件[S].
[12] CJ/T 182—2003,燃氣用埋地孔網鋼帶聚乙烯復合管[S].
[13] CJ/T 189—2007,鋼絲網骨架塑料(聚乙烯)復合管材及管件[S].
(本文作者:劉新領1、2、3 韓霞3 何時3 賈強3 1.淄博市煤氣公司 山東淄博 255000;2.淄博綠博燃氣有限公司 山東淄博 255000;3.淄博港華燃氣有限公司 山東淄博 255000)
贊 賞 分享
您可以選擇一種方式贊助本站

支付寶轉賬贊助

微信轉賬贊助
